
 English
English  English (US)
English (US)  German
German  Danish
Danish  Swedish
Swedish  French
French  Polish
Polish  Spanish
Spanish Electrolytic Weld Cleaning VS Chemical Pickling – Corrosion Testing on Stainless Steel Plates
Weld cleaning | Thursday, 05 July 2018
Stainless Steel Salt Spray Test I VIDEO
The effectiveness of electrolytic weld cleaning and comparison with chemical pickling is a hot topic in the modern industry.
With a multitude of different opinions, it is important to address this topic using the scientific approach and empirical evidence.
This is exactly what we did.
A couple of years ago, we hired an independent agency from Denmark to test both methods and their effectiveness in inhibiting corrosion on stainless steel welds.
The test was done by FORCE Technology using the salt spray method in a process that lasted for 168 hours.
The importance of the test is reflected in several important aspects – confirming the effectiveness of electrolytic weld cleaning and mitigating common misunderstandings surrounding the method.
About Salt Spray Testing
Salt spray testing is used to determine anti-corrosive properties of metallic surfaces (and coatings) when faced with aggressive corrosion.
This standardized and widely-used test is done using confined chambers (salt spray cabinets) where tested parts are exposed to salt water (mostly 5% NaCl).
Metal parts that show significant decay under accelerated corrosion testing are deemed non-suitable for industrial use. Same can be stated for equipment that was used to clean and passivate them.
When testing stainless steel parts that are naturally resistant to corrosion, almost all responsibility lies with the equipment used to (re)passivate the surface.
Electrolytic VS chemical pickling – Salt spray testing
- Materials
Testing was done using 2mm / 0.07’’ (TIG) and 4mm / 0.15’’ (MIG) stainless steel plates.
Dimensions of all plates were identical – 210 x 100mm / 8.26’’ x 3.93’’.
The plates were also made of the same type of stainless steel – AISI 316.
- The Equipment
The electrolytic treatment was performed using the Cougartron ProPlus weld cleaner and CGT-350 – one of our weld cleaning liquids.
Chemical pickling was done with the help of common pickling acids found in standard products on the market.
- The Process
After cleaning, stainless steel plates were properly marked and prepared for the actual test.
The test was conducted according to the ISO 9227 standard with a neutral salt spray approach.
Test plates were faced upwards at an angle of 20o and exposed to saltwater (5% Sodium Chloride) as recommended by the Standard.
Visual examination of the plates was done after 24, 48, 96, and 168 hours.
Below is a summary of the most significant results.
Results of the salt spray test
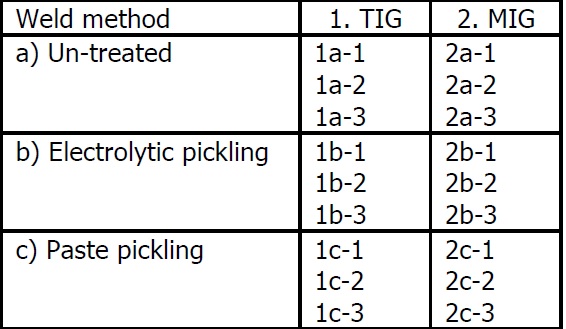
Untreated metal plates
As expected, rust, tarnish, and heat tints appear on untreated plates independently of the inspection period. Naturally, these occurrences were much more pronounced when it comes to MIG welds.


Electrolytically cleaned metal plates
TIG stainless steel plates – Rust and other impurities did not appear even after 168 hours.

MIG stainless steel plates – One of the sample metal plates (2b-2) experienced no rust even after 168 hours.
Sample metal plate 2b-1 displayed signs of corrosion only after 168 hours but in small amounts around minor parts of the weld.
Stainless steel plate 2b-3 was affected by rusting after every measuring period but this, again, was a minor occurrence on a very small portion of the weld area.

Chemically cleaned metal plates
The pickling paste provided similar results. There were no signs of rust on stainless steel TIG welded plates after the test ended. There were occurrences of corrosion on MIG sample plates but not in significant amounts.


The Results
Since both methods have yielded similar results, we can draw several important conclusions:
- Electrolytic cleaning is no less efficient than chemical cleaning as is often assumed
- The method can be used to clean both TIG and MIG stainless steel welds
However, if the results are similar, what other factors do we use when selecting a suitable method for our production?
In addition to ease of use and flexibility, we always have to pay attention to the safety of the process.
Here are some resources you can use to learn more about all of these factors:
Benefits of electrochemical weld cleaning and comparison with chemical and mechanical methods
5 Reasons to drop pickling paste now
Successful removal of heat tints and discoloration
As mentioned earlier, the salt spray test samples were cleaned using the Cougartron ProPlus machine. At that time, it was the most powerful weld cleaning system in our product range.
However, this year we launched an even stronger machine. Cougartron FURY 100 and FURY 200 – the most powerful weld cleaner series on the market designed for heavy-duty tasks on larger welds and surfaces.
FURY will successfully remove all traces of corrosion on all types of welds including MIG welds which are traditionally very difficult to clean.
In addition, we also developed stronger weld cleaning fluids to match the potency of our machines. Cougartron CGT-550 is a stronger version of CGT-350 with a new formula for effective weld cleaning and polishing.
Thanks to its strength and all the advantages of the electrolytic process, FURY is probably the most advanced weld cleaning solution available to metalworking professionals today.
Book a Cougartron demo
Wondering how Cougartron can help you sort your stainless steel cleaning needs?
If you want to see Cougartron weld cleaning systems in action, fill out the form below to arrange an online or live demo with Cougartron sales representative or one of Cougartron dealers near you.
Loading...
Please wait while the form loads.
Cougartron weld cleaning systems
Loading products...
Please wait while the products load.