
 English
English  English (US)
English (US)  German
German  Dansk
Dansk  Swedish
Swedish  French
French  Polish
Polish  Spanish
Spanish Elektrolytisk bejdsning i forhold til kemisk bejdsning – Korrosionstest på rustfrit stålemner
Weld cleaning | Bejdsning | mandag, 18 marts 2019
Effektiviteten ved elektrolytisk bejdsning og sammenligningen med kemisk bejdsning er et varmt emne i den moderne industri.
Med et væld af forskellige meninger er det vigtigt, at vi kigger på dette emne ved hjælp af den videnskabelige tilgang og empiriske beviser.
Det er præcis, hvad vi gjorde.
For et par år siden hyrede vi et selvstændigt agentur fra Danmark til at teste både metoder og deres effektivitet med hensyn til at forhindre korrosion på svejsninger af rustfrit stål.
Testen blev udført af FORCE Technology ved hjælp af saltsprøjtemetoden i en proces, der varede 168 timer.
Testens vigtighed afspejles i adskillige vigtige aspekter – at kunne bekræfte effektiviteten ved elektrokemisk bejdsning og mindske de almindelige misforståelser, der omgiver metoden.
Vedrørende test med saltsprøjte
Test med saltsprøjte anvendes, for at man kan bestemme de korrosionsbestandige egenskaber i metaloverflader (og belægninger), når de udsættes for aggressiv korrosion.
Denne standardiserede og meget anvendte test udføres ved hjælp af lukkede kamre (saltsprøjtekamre), hvor testdelene bliver udsat for saltvand (hovedsageligt 5% NaCl).
De metaldele, der viser væsentligt forfald under accelereret korrosionsafprøvning, anses for uegnede til industriel brug. Det samme kan siges om det udstyr, der blev brugt til at rengøre og passivere dem.
Når man tester emner af rustfrit stål, som naturligt er korrosionsbestandigt, ligger stort set hele ansvaret på udstyret, der anvendes til at (re)passivere overfladen.
Elektrolytisk i forhold til kemisk bejdsning – Saltsprøjte-afprøvning
1. Materialer
Afprøvningen blev udført ved hjælp af 2mm (TIG) og 4mm (MIG) plader af rustfrit stål.
Alle pladerne havde samme størrelse – 210 x 100mm.
Pladerne var også lavet af den samme type rustfrit stål – AISI 316.
2. Udstyret
Den elektrolytiske behandling blev udført ved hjælp af Cougartron ProPlus bejdsemaskinen og CGT-350 – en af vores bejdsevæsker.
Den kemiske bejdsning blev udført ved hjælp af almindelige bejdsesyrer, der findes i standardprodukter på markedet.
3. Processen
Efter rengøringen blev de rustfrie stålplader ordentligt mærket og klargjort til den aktuelle test.

Testen blev udført i henhold til ISO 9227 standard med brug af en neutral saltsprøjte.
Testpladerne blev vendt opad i en vinkel på 20o grader og udsat for saltvand (5% natriumklorid), som det anbefales af standarden.
Visuel undersøgelse af pladerne blev foretaget efter 24, 48, 96 og 168 timer.
Nedenfor er en opsummering af de mest væsentlige resultater.
Resultaterne af saltsprøjtetesten
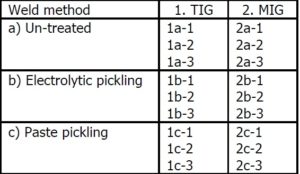
- Ubehandlede metalplader
Som forventet opstod der rust, pletter og anløbninger på de ubehandlede plader uafhængigt af inspektionsperioden.


- Elektrolytisk rengjorte metalplader
TIG plader af rustfrit stål– Rust og andre urenheder viste sig ikke engang efter 168 timer.

MIG plader af rustfrit stål– En af prøvepladerne (2b-2) rustede ikke selv efter 168 timer.
Prøveplade 2b-1 viste først efter 168 timer tegn på korrosion, men i små mængder omkring mindre dele af svejsningen.
Den rustfrie stålplade 2b-3 havde fået rust efter hver måleperiode, men igen, det var en mindre forekomst på en meget lille del af svejseområdet.

- Kemisk rengjorte metalplader
Bejdsepastaen frembragte lignende resultater. Der var ingen tegn på rust på de TIG-svejsede plader af rustfrit stål efter testens afslutning. Der var forekomster af korrosion på MIG-prøvepladerne, men ikke i væsentlige mængder.


Meningen med resultaterne
Eftersom begge metoder frembragte lignende resultater, kan vi drage flere vigtige konklusioner:
- Elektrolytisk rengøring er ikke mindre effektivt end kemisk rengøring, som man ofte har antaget
- Metoden kan bruges til at rengøre både TIG- og MIG-svejsninger af rustfrit stål
Men hvis resultaterne imidlertid er så ens, hvilke andre faktorer skal vi kigge på, når vi skal vælge en passende måde til vores produktion?
Udover brugervenlighed og fleksibilitet skal vi altid være opmærksomme på sikkerheden ved processen.
Her er nogle ressourcer, du kan bruge, så du kan lære mere om alle disse faktorer:
Fordele ved elektrokemisk bejdsning og sammenligning af kemiske og mekaniske metoder
5 Grunde til, at du omgående skal holde op med at bruge bejdsepasta
Vellykket fjernelse af anløbninger og misfarvning (på engelsk)
Som sagt så blev prøverne i saltsprøjtetesten rengjort ved hjælp af Cougartron ProPlus maskinen. På det tidspunkt var den det mest kraftfulde bejdsesystem i vores sortiment.
Men i år har vi lanceret en endnu kraftigere maskine. InoxFURY er den mest kraftfulde bejdsemaskine på markedet, designet til tunge opgaver på større svejsninger og overflader.
Når den bruges korrekt, vil den med succes kunne fjerne alle spor af korrosion på alle typer svejsninger, herunder MIG-svejsninger, som traditionelt set er meget vanskelige at rengøre.
Endvidere har vi også udviklet stærkere bejdsevæsker, der passer til vores maskiners styrke. Cougartron CGT-550 er en stærkere version af CGT-350 og indeholder en ny formel til effektiv bejdsning og polering.
Takket være styrken og alle fordelene ved den elektrokemiske proces, er InoxFURY nok den mest avancerede bejdseløsning til rådighed i dag til professionelle metalarbejdere.
SE MERE OM COUGARTRON INOXFURY HER
Hvis du gerne vil have flere oplysninger eller har brug for råd angående din produktion, så er du velkommen til at kontakte os når som helst. Vi er altid glade for at kunne hjælpe.
Tel: +45 4346 2010
E-mail: sales.nordics@cougartron.com
Cougartron Bejdsemaskiner
Loading products...
Please wait while the products load.