
 English
English  English (US)
English (US)  German
German  Danish
Danish  Swedish
Swedish  French
French  Polish
Polish  Spanish
Spanish Ask Cougartron Part 4: How to remove heat tints that appear after welding?
Weld cleaning | Ask Cougartron | Wednesday, 18 April 2018
Ask Cougartron Part 4: How to remove heat-tints from stainless steel?
Over the past month, we received a lot of questions related to discoloration and heat tints appearing on stainless steel welds after fabrication (welding).
Thus, we devoted an entirely new episode in our Ask Cougartron Q/A series to this problem faced by many industry professionals.
YOUR QUESTION: How to remove heat tints that appear after welding?
Harry – one of our weld cleaning experts – first explains how and why heat tints are created and then elaborates on how to successfully solve the problem.
See below for a more detailed explanation of the issue.
What are heat tints and how are they created?
Heat tints appearing after stainless steel welding are a common occurrence in the industry.
Industrial terminology recognizes a variety of related terms signifying the same phenomenon – discoloration, oxide scale, and rainbow effect are just some of the popular examples.
All of them indicate a change in color on the top layer of stainless steel – around the weld bead and within the HAZ (heat-affected zone).
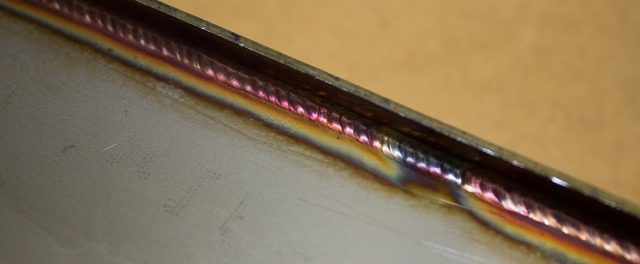
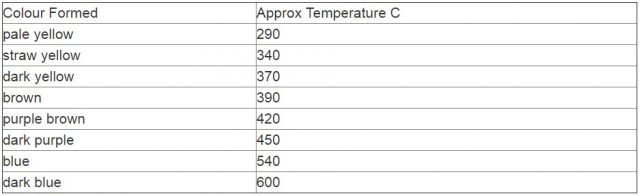
The color combination depends largely on the amount of heat used during welding – darker colors (brown, blue, and purple) are usually formed at higher temperatures (> 370 °C or 698 °F).
Welding speed and shielding are also important factors to consider when discussing precaution measures.
But what causes the symptomatic change in colors?
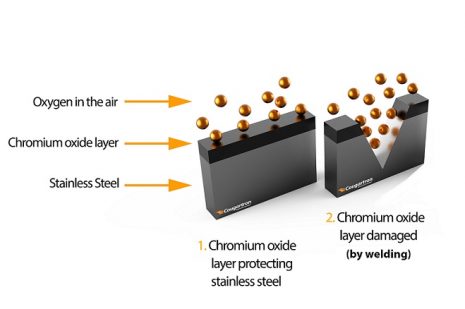
As explained in one of the previous articles, stainless steel is ‘stainless’ due to its chromium-rich composition and a passive outer layer that helps it to successfully fight corrosion.
During welding, the structure of the steel changes, and a chemical reaction (oxidation) occurs which separates the chromium from the metal base while also pushing it towards the outer layer. With more chromium and oxygen, the outer layer of steel becomes thicker and loses its transparency. The characteristic color spectrum is just a visual manifestation of this process.
Is discoloration only a cosmetic issue?
The attractive appearance of stainless steel is undoubtedly impaired once discoloration appears on its surface.

However, the real problem concerns the underlying chromium-depleted layer of the alloy which becomes susceptible to corrosion and rusting.
Thus, we are dealing with a twofold problem.
The restoration of the passive state of stainless steel is impossible without removing the tempered oxide scale first.
But how is this done properly?
Removing heat tints in the right way
Several methods are commonly used to remove discoloration on stainless steel after welding.
- Electrochemical cleaning
- Chemical pickling
- mechanical grinding & wire brushing (are just a few of them)
Click to read more about these methods
However, the choice of method depends largely on the scope of the problem.
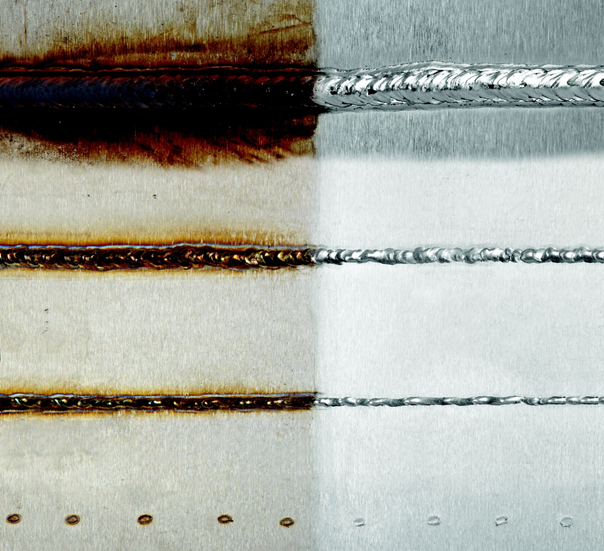
Usually, discoloration involving lighter (yellow) shades is much easier to remove since it forms under the influence of lower temperatures during welding.
The electrochemical method is extremely effective in these cases since it successfully removes oxides from the surface and restores the anti-corrosive passive layer. Brushing and grinding can also remove discoloration but it is impossible to guarantee that proper (re)passivation will occur.
The use of pickling paste is widespread. However, chemical pickling should definitely be avoided due to the harmful effects of nitric and hydrofluoric acids. We explained all the important health & safety reasons here.
What about dark(er) heat tints?
Electrochemical cleaning and passivation provide excellent results with darker discoloration as well. However, the potency of the machine used is also a highly relevant factor to consider.
We offer a variety of weld cleaning machines developed to successfully remove different types of weld tints and discoloration.
When it comes to low-powered systems, the process of removing the oxide scale can become more complicated.
In certain cases, the use of various methods is necessary but electrolytic cleaning in most situations is the best solution.
How can Cougartron help you with cleaning stainless steel?
If you are experiencing a specific challenge related to discoloration and stainless steel weld cleaning, send us a message to arrange a free consultation or Cougartron machine demonstration with one of our qualified product experts.
Loading...
Please wait while the form loads.
Cougartron Weld Cleaning Systems
Loading products...
Please wait while the products load.


