
 English
English  English (US)
English (US)  German
German  Danish
Danish  Swedish
Swedish  French
French  Polish
Polish  Spanish
Spanish Common Weld Impurities on Stainless Steel and How to Remove Them
Weld cleaning | Tuesday, 15 September 2020
Common Weld Impurities on Stainless Steel and How to Remove Them
Removal of impurities, which appear during and after welding, is one of the main challenges associated with this process.
This is crucial when it comes to stainless steel given its applications and characteristics. Stainless steel is valued for its aesthetic and anti-corrosion value and it is important that both characteristics are preserved during fabrication.
Contamination is often retained not only in the area of the weld but also affects the adjacent heat-affected zone and the base metal.
Some of the prominent examples of impurities and defects affecting stainless steel are heat tints, sugaring, cross-contamination, and various forms of corrosion.
Most of these problems can be minimized by fine-tuning the welding process (including weld preparation) but unfortunately, it is impossible to prevent them completely.
This means that they must be resolved only after the welding is completed.
And that’s when Cougartron enters the scene.
We specialize in finding solutions to quickly and effectively remove various types of contamination on stainless steel after welding.
But before we talk about solutions, we’ll first describe the common impurities we encountered.
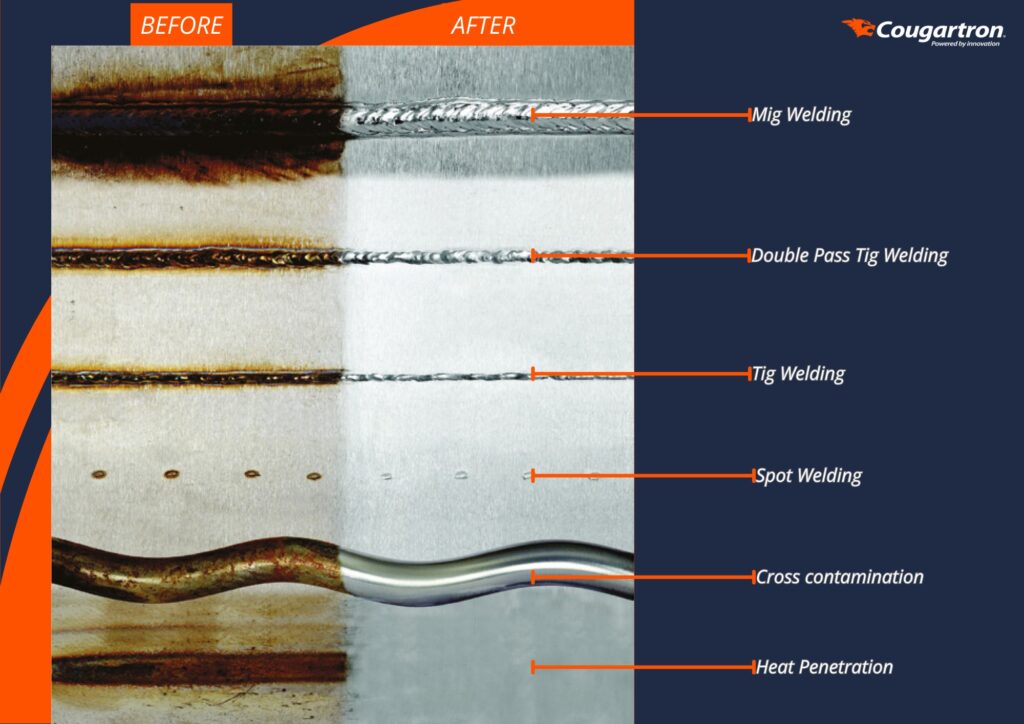
COMMON TYPES OF (POST) WELD CONTAMINATION
1. Heat Tints – Discoloration
Heat tints, as their name suggests, are a heat-induced phenomenon that occurs on stainless steel during welding. Depending on the temperature used, the color usually varies from light yellow to dark blue.
Heat tints are both an aesthetic and a structural issue as the characteristic color change is one of the symptoms of a much deeper problem – damage to the protective layer of stainless steel.

You can learn more about heat tints in our in-depth article HERE.
This type of contamination is successfully solved using the electrolytic weld cleaning method – Regardless of whether you are faced with a weak or strong discoloration.
2. Sugaring – Weld Granulation
Sugaring is a characteristic form of oxidation that usually occurs due to an insufficient amount of purging gas used during welding. This significantly reduces the anti-corrosive properties of stainless steel and makes it susceptible to rusting and structural deterioration, including cracking. The colloquial name Sugaring comes from the distinctive grainy appearance of the phenomenon.
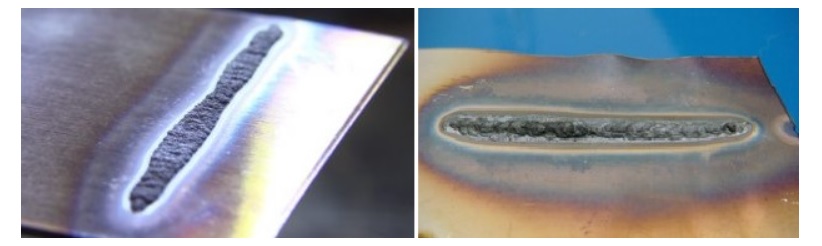
In the case of stronger granulation, mechanical removal is a logical choice while the best results are achieved in combination with electrolytic weld cleaning.
Visible contamination is first removed by grinding, after which the steel is (re)passivated with the help of Cougartron machines.
3. Cross-contamination
As explained here, stainless steel is known not only for its attractive appearance but also for its outstanding corrosion resistance. However, this characteristic is often lost with the destruction of the protective passive layer during fabrication. The result is reduced resistance to harmful particles that are found in the environment or released during preparatory work.
Contact with other metal surfaces (mild steel, carbon steel) and tools is the main source of cross-contamination when welding stainless steel.
Complete avoidance of cross-contamination can theoretically be achieved in a highly controlled environment. However, welding is often performed on-site under adverse atmospheric conditions and in the vicinity of other work processes.
Modern electrolytic equipment is capable of removing cross-contamination of various levels – on various stainless steel grades.
4. Ordinary Corrosion and Oxidation
In addition to the above-cited phenomena, welding is also an indirect source of corrosivity on stainless steel surfaces.
Mechanical treatment in the presence of excessive heat removes the protective surface layer of steel, which makes it susceptible to rust in the long run – even without noticeable impurities immediately after welding.

However, rust and other types of corrosion are usually noticed very quickly which also brings an extra dose of urgency.
We have defined 6 common types of corrosion here and described the problem in detail. For example, pitting, crevice, and bimetallic corrosion cases are very common on stainless steel.
Effective removal of post-weld impurities with Cougartron
Cougartron weld cleaners are equipped to deal with both weak and strong forms of contamination, including all of the above-mentioned examples.
The electrolytic weld cleaning method is not only effective but is also much safer compared to alternatives – chemical pickling or mechanical grinding.
It also provides an additional benefit – (re)passivation of the surface. This process restores the protective layer of steel which is normally destroyed during welding and which is responsible for combating future corrosion and other types of contamination.
When it comes to stainless steel, this is of immeasurable importance. Here you can read why this is the case.
We offer several machine models that are adapted to different work needs and production requirements.
So how do you actually choose the right Cougartron machine for different types of post-weld impurities?
How to choose the right weld cleaner?
In addition to your workload, this mainly depends on two factors – the severity of the problem and the type (and thickness) of the weld.
- Lighter heat tints on simpler TIG welds (max. 3mm thickness or 1/8inch) can be cleaned using any of our machines, but it is advisable to start with our entry-level machines like Cougartron PowerOne.
- Darker shades on thicker welds sometimes require more power which you achieve using Cougartron ProPlus, one of our flagship weld cleaners. It can clean both TIG and MIG welds on smaller and larger stainless steel surfaces (max. 10mm or 3/8inch thickness for TIG welds and 5mm or 4 gauge for MIG welds).
- As noted earlier, removing granulation (sugaring) often requires the use of hand tools and abrasives. However, surface passivation is still required, which is achieved through the use of electrolytic machines. The choice of equipment in this case also depends on the type of weld and the severity of the damage.
- FURY200 and FURY200XF– our strongest weld cleaners – will give you peace of mind in the vast majority of scenarios, especially when cleaning MIG welds. The same goes for all types of rust and corrosion.
Cross-contamination is often a moderate problem which means you can use any of our machines – but you have to pay attention to the size and type of weld.
All information on Cougartron machines and choosing the right equipment for your application can be found in our dedicated article here.
Or contact us via the contact form below for a (cost-free) consultation.